
This article leads on from part 1 that explained how industrial vision system investment can add value and fit into your operation. The focus within this instalment considers how to fit the industrial vision system with your objectives, and realities that you must consider. Surprisingly the high level considerations to follow are rarely consciously considered, and critically this leads into how your overall production process is designed. Remedial works to correct a vision system are often easy-ish; remedial works to an overall production process however is a much bigger expense and headache.
Industrial Vision System Technology Types
Machine vision systems cover a very wide range of technical capabilities, real-world complexities that human take for granted, and come with integration challenges that need to be handled appropriately.
Vision systems will fall into one of below technical categories.
- Vision Sensor
- Smart Camera
- Off the Shelf Vision Systems
- Custom Vision System
Vision Sensors
Vision sensors are the simplest and basically provide a simple pass/fail/Numerical solution as per a regular sensor. Applications for these can be code readers, measurement pass fail, or presence detection.
Examples: Teledyne DASLA Boa-Spot, Cognex Insight 2000,
Smart Cameras
Smart cameras are targeted to more complex or higher throughput applications than the sensors. Smart cameras have higher performance electronic components, and the vendors provide significantly more intelligent features. These applications are when true vision skills will start to come critical to your vision system investment be discussed later in this article. Smart cameras, while often materially expensive are a great solution for many “known” application. The best benefit to smart cameras is however how easy these are integrate into lines and the modular architecture they provide.
Examples: Teledyne Dasla Boa 2, Cognex In-Sight 9000
Off the Shelf and Custom Vision Systems
Vision Systems as technical classified within the industry are when you need the flexibility to apply an expert level of knowledge. These for pushing the boundaries on known problems, or solving entirely new applications. The simpler end of these applications can be handled by off the shelf solutions that allow a system to be custom packaged with a family of components and provide simple graphical programming that is an extension of the smart camera concept. The other extreme are fully customised solutions that allow technical teams to pick best-in-class components for each element and expert code for custom programs and expert level implementation of machine learning principles.
Examples: Teledyne Dasla Vision Systems, Beckhoff Twincat Vision, MVTech Halcon
Modes of Vision System Operation
To become world class you need to use your technology investments aggressively, and to succeed with vision systems of all types means mastering the fringe areas of pass/fail results. As stressed in part one, the value from vision system is driven by the undefined grey areas of results. Getting these high level details correct will provide the best returns from your vision system investment.
There are three general modes of vision systems for your operations. How you should make this selection depends upon details of your operation, long term strategy and technical maturity of the application. Unfortunately none of this is normally well understood and correctly implemented.
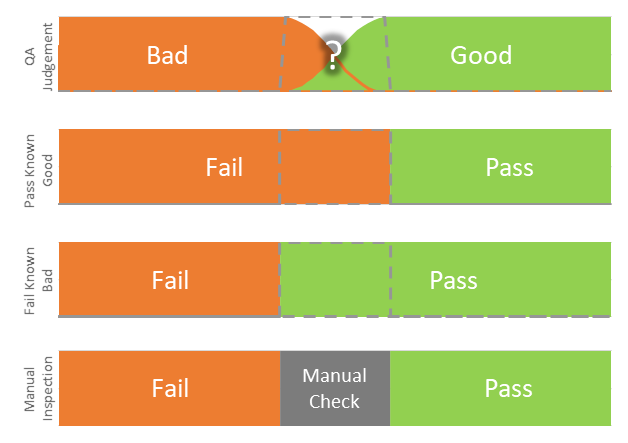
Vision System Mode – Pass Known Good
The most common method employed is passing only known good products, with the questionable portion classified as rejects. This a perfectly valid approach in many mature applications but the details need to be considered in-depth rather than just acting by blindly.
The approach is quite often installed by default without properly considering the application details and user benefits. The common mistake is implementing a poor performing system, and therefore, to make sure all bad products are identified, cut points are often set so high that a sizable portion of good products are rejected. The result is you end throwing away good product and not capturing all the possible value. Compounding this factor in when not properly coached by an integrator, the poorly implemented vision system becomes considered the ground truth with no offline QA oversight. The lack of visibility means this can go on for extended months (*cough* years…) and easily reverse any efficiency gain.
Further down this article provide a example of how waste of good product occurs if not implemented properly.
Vision System Mode – Fail Known Bad
The second option is fail only known bad products. This provides the opportunity to improve the efficiency of rejecting bad products while ensuring you capturing the full potential value of good products. This is suited for production operations that have later manual processes, manufacture high value items, or products that tend to have only cosmetic defects. Filtering out absolute known bad products means that you cut your losses on those bad products and do not tie up any more manufacturing resources, yet still the opportunity to capture value from all good products.
Products that can be faulty on perception are a soft failure, and for numerous products, consumers will let the occasional borderline product go. Your company need to consider this fringe area of products value and how this relates to your maintaining your brand. Premium brands may need to accept less value capture to protect their reputation; while budget brands however can have the opportunity to increase a little more efficiency.
Vision System Modes – Manual Inspection
The last mode of operation is having the vision system split results into three groups; good, bad, and undecided, this allows targeted manual inspection of the middle ground. This offers a significant competitive advantage when applied to new applications, and even better, a then path and means to work to wards light out operation. The figure below demonstrates the labour utilisation against the manual QA methods explained Part 1. You can clearly see the saving in labour component or the more effective targeted utilisation of sample based approaches.
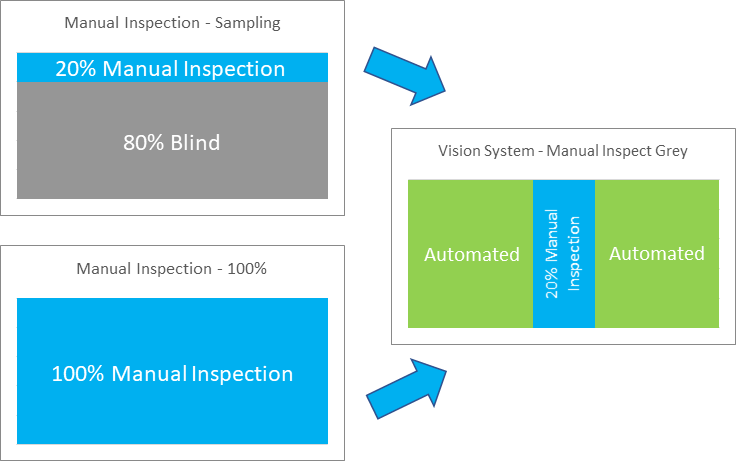
In a complete bleeding edge application that can only offer a concrete answer 50% of the time; it stands therefore human labour has already been reduced by 50%. Even with this early “poor” performing system, this is the single biggest productivity gain you’re ever going to get.
This then gets your foot in the door to gradually automation to cover 75,90,95% of cases until the commercial factors mean the mode operational to the other options. This approach is taken in many industries that were previously seen as to complex. Getting on with the problem means you start seeing gains as soon as possible, and these gain overtime then fund the improvement towards lights out inspection. Mentioned within Part 1 was high labour component for some primary and secondary industries, and this is typically the best approach to introducing automation of all types were it entirely manual.
Selection of Operational Mode of Industrial Vision Systems
The decision of which operational mode for an industrial vision system is based on a range of factors. It is important to get this decision correct and be realistic about the outcomes. The critical part with this mode selection is that it will affect the design of your overall production process. As mentioned, a industrial vision system is often easy-ish to upgrade, fully changing the overall production process is rarely possible in an existing line.
If you have committed to “pass known good”, then find you’re rejecting 3% of good products and want to divert questionable to a side line to check; that is going to be much harder to do once an entire line has been installed or upgraded.
Overall there is considering the scale of vision system investment to determine the size of that grey area. Rarely is that a 1:1 investment to performance ratio, and an integrator with a range of vision system experience will be able consider the options for your budget or the best ROI. Intertwined in the same process is how to go about using the confidence limits of the system. What is fundamentally being questioned is the effort to considering the grey area outweigh the possible value that could be captured.
At a minimum the following factors should be considered:
- Available Budget
- Realistic confidence of measurement
- Product Value
- Fault Cost – wasted material, wasted production capacity, equipment damage
- Repercussion cost – recall and fines; soft factors such as customer perception
- Production rate
- Labour cost
- Labour availability
- Accuracy of manual inspection
Practical Example – Pass Known Good and Level of Investment
In the simple applications such as verifying bottle caps etc, the technology is so mature that the mode of operation is almost always pass only good. In these cases the unknown grey area is small and the products unit cost minimal, the default behaviour is to treat the grey area as failure since the cost of manually inspecting the unknown results is more than potential recapture of value.
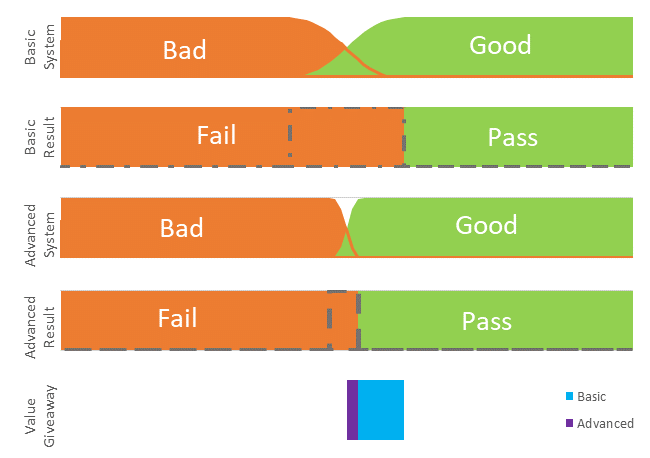
What could be considered in this application is the performance of the by the degree of industrial vision system investment. A better performing system will have a narrow grey area and provide opportunities to capture more value by correctly grading more good products as good. This is one of the factors that is often missed, and is demonstrated in the below figure. While overall scale might not be that significant between a basic and advanced system; difference in throw-away loss can be several magnitudes.
Practical Examples – Pass Known Good & Fail Known Bad
An example of pass only known good, and fail only known bad can be examined by considering the presence of scoops within washing powder. The pass only good mode should be chosen to remove all cartons that do not have a scoop since customer could be quite annoyed. Fail only confirmed bad should instead apply to identifying multiple scoops. Multiple scoops are not ideal since this wasting material, but the customer will be more tolerant. In this example detecting a missing scoop probably needs to occur in 99 of 100 such faults, whereas detecting multiple scoops is more a bonus, and detecting 4 out of 5 cases could be considered acceptable. Pragmatically this is important because verifying at least one scoop is much simpler and cheaper than verifying only one scoop (Particularly on transparent scoops, and multiple scoops tend to sit inside each other)
Comments are closed